Bonding Concrete
Bonding Fresh Concrete to Existing Concrete Surfaces
Overlays or patching materials of new Portland Cement Concrete (PCC), terrazzo, mortar, grout and extruded curb based on Type I through Type V cements or White Cement may be structurally bonded with liquid epoxy adhesives to existing concrete surfaces. Most cementitious admixtures in Types A through E defined in ASTM C-494 are compatible with epoxy when employed in normal concentrations. The existing surface may be lightweight or dense portland cement concrete, asphaltic concrete (AC), steel, stone, wood or composite combinations of these materials. The bond line may be vertical, oblique or horizontal and can be on or below grade. The American Concrete Institute offers a similar set of recommendations: ACI 548.13-14.
Estimated Coverage
Using liquid epoxies in the viscosity range of 2000-6000 cps, apply 15 mils minimum adhesive thickness over entire area of the hardened concrete to be bonded. Lightweight concrete or other porous substrates may require a second coat. A one-gallon liquid epoxy mix yields approximately 100 square feet on a smooth surface and 50-75 square feet on a rough or chipped surface. As the temperature drops below 55°F, the material becomes thicker and more difficult to spread with a resulting decrease in the yield.
Ambient curing epoxies have short working times and cure quickly in hot weather and cure slowly in cold weather. Cure almost ceases at freezing temperatures. Regular grades (SWL) of ChemCo concrete bonding agents should not be used at temperatures below 40°F and long pot life (LWL) grades should not be used below 50°F. The workhorse products for this application are the liquid epoxy bonders: CCS Bonder Liquid LWL, followed by CCS Bonder Liquid SWL (for colder environment uses or faster cure strength speed) and the paste bonders: CCS Bonder Paste LWL, followed by CCS Bonder Paste SWL (for colder uses).
In cold weather, store unmixed containers of Part A and Part B inside at 60°F or above. DO NOT ADD SOLVENTS OR WATER TO THIN THE MIX. The containers may be heated by electric pail or drum heaters to reduce viscosity or they can be stored in a closet or small room warmed by an electric baseboard heater. If unmixed components have been exposed to the sun and are hot, working life (pot life) will be shortened. Immerse but do not submerge sealed containers in cold or ice water to cool or keep them in the shade in very hot conditions.
Epoxy bonding adhesives must be tacky or wet prior to placement of plastic concrete. Use long pot life grades (CCS Bonder LWL) on surfaces over 90°F or scale down the area to be covered to insure retention of tack prior to concrete placement.
Surface Preparation
Contaminants, such as oil, grease, tar, asphalt, paint, wax, curing compounds and surface impregnants, such as linseed oil, should be removed; so should dust, laitance and weak or loose concrete. When bonding to asphalt, the surface should be roughened so that clean aggregate is exposed. Do not apply epoxy adhesives in the rain or in the presence of standing water. An applicable industry standard for the surface preparation is ASTM D5258.
Methods of Surface Preparation in Order of Their Preference are:
- Shotblasting
- Removal of Surface by Grinding
- Sandblasting
- Heavy Mechanical Scarification (for Example, by Tennant Machine).
- Chipping
- Roto-Milling
The use of epoxy adhesives will allow feather edging of the concrete mix for areas other than joints, edges or corners. A preferred edge should be 1/4″ minimum in thickness. The edges of the deteriorated area should be saw cut to eliminate edge spalling. As an alternate, the sides of the spall should be chipped as steeply as possible. Cut well back into sound concrete.

Proportioning and Mixing
Both A and B components should be poured into a disposable container for mixing. Calibrate two containers in the volume mix ratio given on the data sheet. Scrape the containers used for proportioning to insure accuracy. Removing the rims of gallon cans with a twist-type can opener greatly assists this operation.
Mix the contents with a paint stirrer (e.g., a Jiffy® paddle, Jiffy Mixer Co.) attached to a low speed (400-600 rpm) electric or pneumatic drill for about 3 minutes. Move the stirrer up and down and around the sides until an even streak-free color is obtained. Avoid making the mix frothy by whipping in an excessive amount of air.
If power is not available, use a steel pallet knife cut off at the tip to give a flat end to reach into corners of the can and mix vigorously by hand for at least 5 minutes. A stick will not provide good mixing.
Do not mix more epoxy concrete bonding agent than can be used within the pot life of the product. An end to the pot life is indicated by heat build up in the mixture, followed by solidification (gelation). Spreading the material in a flat shallow container will extend the working life.
Application
ChemCo Systems epoxy adhesives for bonding new concrete to existing surfaces may be applied and distributed by broom, brush, roller, notched trowel, squeegee or spray gun depending upon the nature of the surface, the size of the area, and the scheduling of the concrete placement.
Patches and Vertical Joints
Medium stiff nylon bristle paint brushes.
Overlays on Rough Surfaces
Spread with rubber, PVC or polyethylene squeegee or 1/16″ notched trowels. Work into surface with stiff bristle street brooms.
Overlays on Flat Smooth Areas
Short nap paint roller fitted with long handle or squeegee.
Sandblasted Dry Steel
Medium stiff nylon bristle paint brushes.
Large Areas
Spray gun with selective brooming in rough spots. Spray apparatus may be two-component equipment that meters, mixes and applies or conventional single component where large batches may be premixed (long pot life types). Airless type spray equipment minimizes overspray and wasted material. Equipment providing internal heating of A and B components is most useful in very cold weather since solvents should not be employed for thinning. Manufacturers of suitable spray equipment are Graco, Inc., Binks Mfg. Co., Pyles Industries, Inc., and Spee Spray.
CAUTION
Where the bond coat has lost its tack but not become hard, a second coat of epoxy must be applied immediately prior to placement of concrete. Should the epoxy have cured hard, the first coat must be roughened with a wire brush, abrasive wheel or preferably light sandblasting and a second coat of epoxy applied prior to concrete placement. Fresh epoxy will not bond to unroughened cured epoxy. Tack free or cured epoxy will not provide a structural bond to fresh PCC.
Placement and Curing of Concrete
Concrete Mix
The plastic PCC should be a relatively dry mix with a standard slump of between 0-1/2″. Where feather edging is required, the aggregate grading should be adjusted accordingly. Best results are achieved with a minimum 1″ overlay.
Vibrating Concrete
When vibrating epoxy bonded concrete, care should be taken to keep the head of the vibrator sufficiently away from the bond line to avoid wiping the epoxy from the old surface.
Finishing Concrete
Normal finishing methods are employed for epoxy bonded concrete.
Curing Concrete Overlays
Thin overlays, such as terrazzo or cement mortar, must be kept moist with burlap, polyethylene sheeting or a good curing compound for 5-7 days. Under normal temperature conditions, Type III concrete bonded with epoxy should not receive heavy traffic for at least two days.
Admixtures
The moderate use of most admixtures for air-entrainment, water reduction or acceleration and retardation of hardening rate do not appear to affect compatibility of PCC with epoxy bonding agents. Synthetic latex admixtures based on polymers other than epoxy (e.g., acrylic, PVA, styrene-butadiene) should be tested first for compatibility.
References
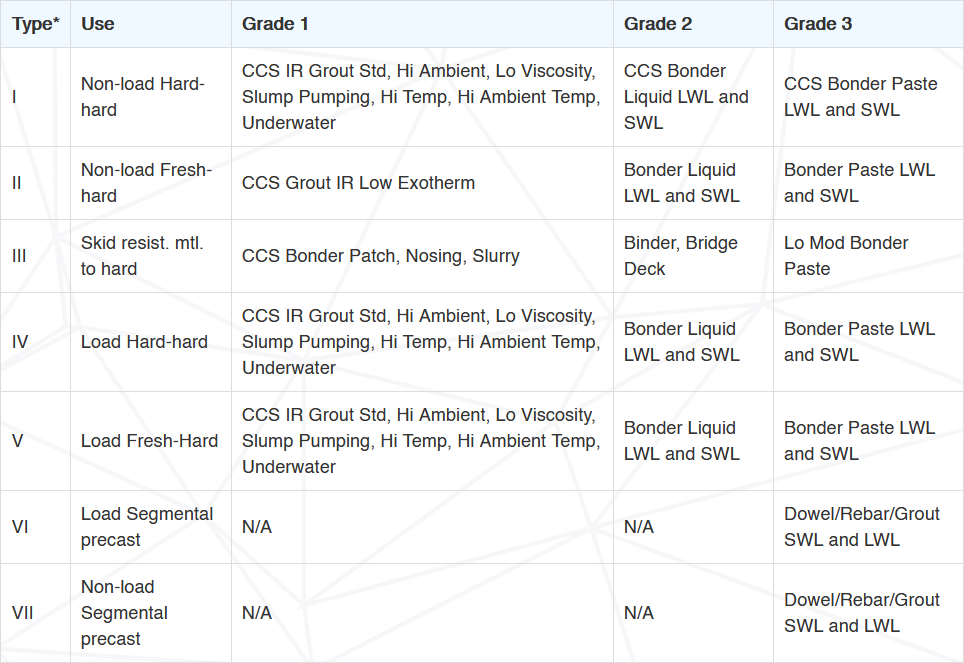
Old-to-new (new-to-old) concrete bonding specifications include ASTM C881 Type II and ASTM C881 Type V. For applicable products, see ChemCo’s ASTM C881 product listing.
The epoxy adhesive bonder products described above are 0 VOC and contain no solvents or water. Both Bonder LWL and Bonder SWL qualify for low emission LEED credits. Both products are non-hazardous for surface freight shipments.
Tell us about your project
CALL 650-261-3790.
